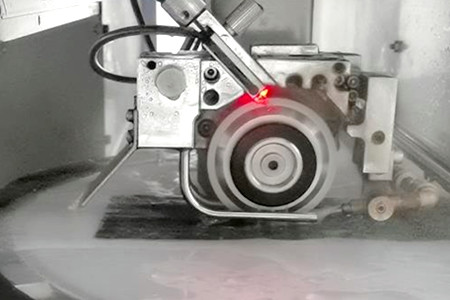
Diamond band saw blade is a straight line curve cutting tool of brittle materials. It is a composite steel strip with diamond embedded in a high-quality spring steel matrix. It can cut any non-metallic, super hard, brittle materials (such as marble, agate, hard alloy, glass, magnetic alloy) with energy saving, raw materials saving, good cutting quality (smooth and smooth), high cutting efficiency. Good formability, not easy to crack four advantages.


When cutting carbide speed can reach 300mm/min, cutting marble can reach 100mm/min, cutting granite can reach 40mm/min, is the traditional reciprocating saw or line cutting efficiency of dozens of times, its narrow incision (only 1.2mm) It can efficiently cut monocrystalline silicon, polysilicon, graphite, jade products, fiberglass, quartz, sapphire, zircon, marble, ceramics and other metallic materials.
Diamond band saw blade blade can efficiently cut monocrystalline silicon, polysilicon, graphite, jade products, fiberglass, quartz, sapphire, zircon, marble, ceramics and other metallic materials.

Advantage for diamond band saw blade :
1. Diamond sand and coating combined firmly, sand, wear-resistant.
2. The diamond particles on the surface of the band saw have regular crystal shape, sharp edges and moderate chip space.
3. The cutting edge is sharp, the cutting speed is stable, the dimensional precision of the product after cutting is high, the cutting surface is smooth and smooth, and the damage is small.
4. The matrix of the band saw is made of high quality steel, both rigid and flexible, the welding is firm and smooth, not easy to break, and the service life is long.
Process selection of diamond band saw blade
1. Selection of diamond particle size
When the diamond particle size is coarse and single, the blade head is sharp and the cutting efficiency is high, but the bending strength of diamond agglomeration decreases. When the diamond particle size is fine or mixed, the saw blade head has high durability but low efficiency. Considering the above factors, 50/60 mesh diamond size is selected as the most suitable diamond size. When the diamond particle size is coarse and single, the saw blade head is sharp and the cutting efficiency is high, but the bending strength of diamond agglomeration decreases. When the diamond particle size is fine or mixed, the saw blade head has high durability but low efficiency. Taking the above factors into consideration, 50/60 mesh diamond size is more appropriate.
2. Selection of diamond distribution concentration
In a certain range, when the diamond concentration changes from low to high, the sharpness and cutting efficiency of the saw blade gradually decrease, but the service life is gradually extended. But the concentration is too high, the saw blade will become dull and use low concentration coarse particle size, efficiency will improve the use of the different parts of the tool head in the sawing cutting, using different concentrations (that is, in the three or more layers of the structure of the middle layer can use a lower concentration), the process of the saw head work on the formation of the middle groove, is conducive to prevent the saw blade swing, so as to improve the quality of stone processing.
3. Selection of diamond strength
The strength of diamond is an important index to ensure the cutting performance. If the strength is too high, the crystal will not be broken easily, and the abrasive particles will be polished during use, and the sharpness will decrease, leading to the deterioration of tool performance. When the strength of diamond is not enough, it is easy to break after impact, and it is difficult to bear the cutting load. Therefore, the strength of diamond should be selected in the range of 130~140N.
4. Selection of bond
The performance of the saw blade is not only dependent on diamond, but depends on the diamond and binder properly matched to the tool head of the overall performance of this composite material for marble and other soft stone, the mechanical properties of the tool head is relatively low, can choose copper based binder but copper based binder sintering temperature is low, strength hardness is low, toughness is high, and diamond combination strength is low When WC is added, WC or W2C is used as the skeleton metal, and appropriate amount of cobalt is added to improve the strength and hardness and bonding characteristics. A small amount of Cu, Sn, Zn and other metals with low melting point and hardness are added as the bonding phase. The particle size of the main additive component should be finer than 200 mesh, and the particle size of the additive component should be finer than 300 mesh 5. Choice of sintering process
With the increase of temperature, the densification degree of the tire body increases, so does the bending strength. With the extension of holding time, the bending strength of the blank tire body and diamond caked first increases and then decreases. The sintering process of 120s at 800 ℃ can be selected to meet the performance requirements
The diamond particles on the surface of the band saw have regular crystal shape, sharp edges and corners, moderate chip space, sharp cutting edge, stable cutting speed, high dimensional accuracy of the product after cutting, smooth and smooth cutting surface, and small damage. The matrix of the band saw is made of high quality steel, both rigid and flexible, the welding is firm and smooth, not easy to break, and the service life is long.
Know more details:




.jpg")










.jpg)