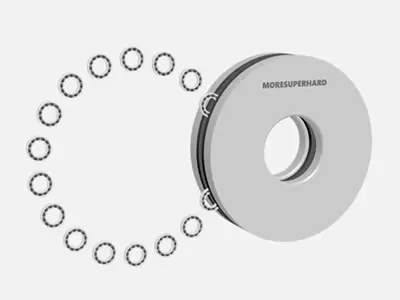
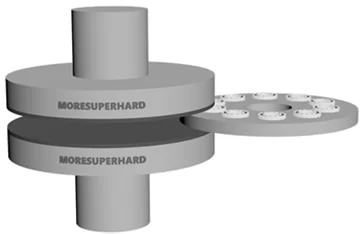
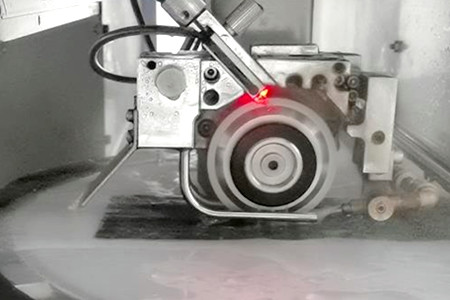
Honing is to use several oil stones installed on the circumference of the honing head, and the oil stones are radially expanded by the expansion mechanism, so that the oil stones are pressed against the hole wall of the workpiece to generate a certain pressure and contact area, and the honing head (or workpiece) rotates and reciprocates The workpiece is ground at low speed during motion, as shown in Figure 1. In order to reduce the influence of the different axis between the machine tool spindle and the workpiece center and the rotation accuracy of the machine tool spindle on the machining accuracy of the workpiece, the connection between the honing head and the machine tool spindle adopts a floating connection, guided by the workpiece hole. During honing, the overlapping contact points between the oilstone and the hole wall interfere with each other and are trimmed each other, so that the hole surface presents a crossed helical cutting track during the honing motion. Since the motion trajectory is not repeated, the chances of interference points are almost equal, the cutting effect is continuously weakened, the roundness and cylindricity of the hole and the oilstone surface are continuously improved, and the surface roughness value of the hole wall will be continuously reduced, and the required dimensional accuracy is achieved. After that, the honing process is completed.
During the honing process, the machining accuracy (size and shape), machining efficiency and machining surface quality of the workpiece all depend on the reasonable structure of the honing head, and also depend on the feeding method of the machine tool, the characteristics of the oilstone and the workpiece fixture. The structure of the honing head is good, the expansion and contraction of the oil stone are uniform, the cutting fluid is easy to inject, and the chips and abrasive particles are easy to remove after falling off. The dressing and positioning of the oil stone are accurate and easy to manufacture, which will directly affect the honing effect.
In the process of machining parts, a variety of processes are used, among which honing is a processing method for finishing holes. This kind of processing can get more accurate hole diameter, which is of great help to improve the precision of parts.

Honing processing has the following characteristics:
(1) Wide range of processing. It is mainly used for finishing holes, such as cylindrical holes, stepped holes, blind holes and tapered holes. It can also be used on flat, spherical and forming surfaces and external circular surfaces. The honing hole diameter is 1-1200mm or larger, and the hole length can reach 12000mm. Almost all workpiece materials can be honed.
(2) The processed surface quality is good. The surface after honing is cross-textured, which is beneficial to the storage of lubricating oil and the maintenance of lubricating film, wear resistance and long service life. Also because the honing speed is several tenths of the general grinding speed, the grinding force and heat are very small, and the surface of the workpiece does not produce burns, cracks, deterioration and hard layers.
(3) High processing precision. When honing is used to process the inner hole, the roundness and cylindricity can reach 0.005-0.01mm, and the surface roughness value Ra can reach 0.05-0.2μm, but the position accuracy cannot be improved, and it can replace part of the grinding process. The processing efficiency and grinding quite.
(4) Low requirements for machine tool precision. In addition to the special honing machine, honing can also be carried out on lathes, boring machines and drilling machines.
There are also some problems in the honing process. Moresuperhard makes the following solutions for different problems:
The dimensional accuracy of the hole is low and the dimension is unstable
1. The heat of honing is high, and the size becomes smaller after cooling
(1) The honing allowance is large and the time is long
(2) The speed of the honing head is high and the reciprocating speed is low
(3) Whetstone clogged, self-sharpening is not good
(4) The honing feed is too fast and the pressure is too high
(5) Improper selection of oilstone abrasives, particle size, and organization
(6) The workpiece material has high strength (hard, tough, sticky)
(7) Insufficient honing fluid or poor cooling performance
2. The process system is unstable, and the size varies from time to time
(1) The pre-processing quality of the hole is low, and the honing allowance changes greatly
(2) The hardness of the oil stone is uneven, and the cutting performance is unstable
(3) The processed surface of the hole has a cold work hardened layer or a rough surface
(4) The timing honing method cannot obtain accurate honing aperture
(5) The air measuring nozzle on the honing head is worn, and the gap is too large
(6) The magnification of the automatic measuring instrument is low, and it is inconvenient to adjust and control
(7) The information feedback system of the automatic measuring instrument is insensitive and unreliable
(8) The air pressure is unstable, the air source is not filtered, and the honing fluid is too dirty
Solutions:
1. Control the honing allowance and time, select the appropriate amount of honing and the performance of the oilstone, and use low-viscosity, large-volume, low-temperature honing fluid to reduce honing heat.
2. To improve the processing quality of honing holes, select oil stones with uniform hardness and structure, and timely detect and replace automatic measuring systems and tools.
Shape error and roundness out of tolerance
(1) The centering error between the honing spindle (or guide sleeve) and the workpiece hole is too large
(2) The clamping force of the fixture is too large or the clamping position is improper
(3) The hole wall is uneven, the honing temperature is high or the honing pressure is too large
(4) The hardness or material of the inner hole of the workpiece is uneven
(5) Too little or uneven supply of honing fluid, resulting in uneven heating and cooling of the inner surface
(6) The roundness error is large after hole preprocessing, or the machining allowance is too small
(7) The floating connection of the honing head is too loose, the speed is high, and the swing inertia is large
(8) The floating connecting rod of the honing head is not flexible, or the rigid connecting rod is bent, and the swing difference is large, etc.
(9) The reciprocating speed is too high, and the mutual dressing between the oil stone and the hole is not enough
Solution:
Correctly install and adjust the honing head, improve the quality of blanks and honing holes, supply sufficient honing fluid evenly, and pay attention to the capacity and flow of the pump
The straightness of the hole is out of tolerance
1. The cylindricity is out of tolerance
(1) The overrun of the honing oil stone at the upper and lower ends of the hole is too large, and a bell mouth appears (both ends are large); the overrun is too small, and a drum shape appears;
(2) The workpiece is clamped and deformed, or the upper and lower wall thicknesses are inconsistent, and the material and hardness are inconsistent
(3) The cylindricity error after hole preprocessing is large, or the honing allowance is too small
(4) Improper selection of the length of the whetstone
(5) The hardness of the oilstone is inconsistent, the durability is low (soft), and the wear is uneven (up and down eccentric wear)
(6) The reciprocating speed of the honing spindle is inconsistent
(7) The axial position change of the oilstone on the honing head
(8) The reciprocating stroke position accuracy of the honing machine is low
Solution:
Carefully adjust the overtravel length of the oil stone at the upper and lower ends of the hole; correctly select the length of the oil stone, and the hardness should not be too soft; reduce the clamping force and change the clamping position accordingly; control the roundness error after the pre-processing of the hole to not exceed 1/ of the honing allowance 5~1/4; adjust or repair the machine tool, or add a limit mechanism
2. The straightness of the hole is out of tolerance
(1) The honing stone is too short, or the honing head is short and unguided
(2) The oil stone is too soft, wears quickly, and has poor formability
(3) Out-of-tolerance straightness after hole preprocessing
(4) The floating joint of the honing head is not flexible, which affects the guidance of the honing head
(5) Clamping deformation
(6) Honing reciprocating speed or uneven supply of honing fluid
(7) The alignment between the fixture and the spindle or guide sleeve is not good
Solution:
Correctly select the length of the oilstone according to the length of the hole, and lengthen the guide; replace the oilstone in time to improve durability; adjust or clean the lubricated floating joint to make the floating flexible and without gaps; increase the reciprocating speed or increase the honing fluid; clamping force.
The axis of the hole is not perpendicular to the end face
(1) The positioning surface of the fixture is not perpendicular to the honing spindle or the positioning surface is excessively worn
(2) The verticality error after hole preprocessing is large
(3) The honing head without rigid connection is used for short hole honing
(4) The bottom surface of the workpiece is not clean, and the positioning surface is inclined
(5) The clamping force is uneven, so that one side of the workpiece is lifted
(6) The clamping force is too small to loosen the workpiece and leave the positioning surface
(7) When the clamping force is too large, when short hole honing or stacked honing, the workpiece with uneven end surface will be completely fitted and deformed
(8) The alignment between the main shaft of the honing machine and the workpiece hole is not good
Solution:
Adjust the fixture, clamp the workpiece correctly, check and improve the pre-machining accuracy of the hole
Surface defects
Honing Surface Scratches
(1) The oil stone is too hard, the structure is uneven, iron filings accumulate after the surface is clogged, and the surface is scratched
(2) The gap of the honing head in the hole is too small, and occasionally the machined iron filings are not easy to discharge and scratch the surface
(3) The honing pressure is too small, and the oilstone is squeezed and scratched
(4) The coolant is not filtered well, and the flow and pressure are small
(5) The whetstone is not retracted first when the honing head exits
(6) The guide sleeve and the workpiece hole are centered, and the tail end is deflected when the honing head withdraws
(7) The whetstone is too wide, iron filings are not easy to remove and fall off, and accumulate on the surface of the whetstone to form hard spots
Solutions:
Reduce the pressure, increase the strength and width of the honing stone or groove in the middle, remove the hard spots on the honing stone, choose soft, loose and uniform tissue, and have better self-sharpening; properly reduce the diameter of the honing head to ensure the radial clearance, make the coolant flow.












.jpg")
.jpg")
.jpg")