Sapphire has high hardness and is a hard and brittle material at room temperature, which is difficult to process and has a low yield. Especially in the process of precision and ultra-precision processing, sapphire sheets often have cracks, scratches, edge breakage and other defects.

Sapphire material is anisotropic material, and the periodicity and density of atomic arrangement are different in different crystal direction, which leads to different mechanical properties, optical properties and electrical properties. People take advantage of this directional difference and choose products with different crystal orientation in different applications. For example, gallium nitride epitaxy usually uses C-plane, SOS usually uses R-plane, and mobile phone screen usually uses A-side sapphire wafer. In the aspect of application, the crystal direction of sapphire should be taken into account. In the process of processing, different hardness of different crystal direction can also be used to choose different processing directions, so as to improve the processing efficiency and improve the yield.
Sapphire window is a kind of parallel plane version, double plane round sapphire glass, usually used as the protection window of electronic sensors and detectors, the window piece will not change the magnification of the system, widely used in high energy detection and high power laser important window materials, such as aerospace applications.
Features of sapphire window:
Sapphire has the characteristics of high temperature resistance, good thermal conductivity, high hardness, infrared penetration, good chemical stability, good light transmission, corrosion resistance and so on.
The role of sapphire window:
Sapphire protective window is a window piece product used to protect the user or the contents of the container by using sapphire’s characteristics of pressure resistance, scratch resistance and high temperature resistance. Due to the high hardness of sapphire, it has stronger compression and scratch resistance than other glass products. Protective window pieces processed with sapphire are often used in deep water, oil fields, inflammable and explosive occasions, high pressure containers, vacuum containers and other fields.Sapphire can withstand up to 2030 degrees Celsius and is often used in high temperature containers.
In addition to its good hardness, sapphire window piece also has good electrical and dielectric characteristics, and has chemical corrosion resistance, high temperature resistance, good thermal conductivity, good chemical stability and other characteristics.So it can be used to make optical components, night vision cameras and other instruments.
The processing sequence of sapphire window pieces is usually first processed into sapphire crystal blocks, sliced before edge processing, namely chamfering and chamfering. In the process of chip or chip cutting, edge breakage is easy to occur at the edges and corners. In addition, the processing time is long because of the large amount of removal required for the edge of wafer.
The process is divided into six steps:
(I) crystal orientation
(2) Crystal square root
(3) Flat grinding chamfer
(4) Directional section
(5) Edge processing
(6) Grinding and polishing
The specific steps are as follows:
First, X-ray diffractometer is used to find planes A, C and M on the ingot surface.
The ingot is then cut into sapphire hexahedra.
The surface of the sapphire crystal block was smoothed with A grinder, and the 4 edges perpendicular to the A-side were pre-chamfered.
Use A multi-line cutter to cut the sapphire blocks into A – directional wafers.
The edge of the wafer is chamfered with an engraving or chamfering machine.
The wafer is processed into the final product by means of mechanical grinding and chemical mechanical polishing.
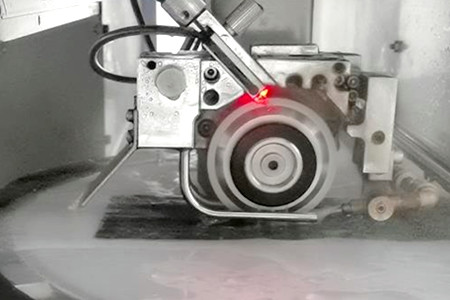
Diamond grinding wheel is the most widely used in the processing of sapphire silicon wafer and other hard and brittle materials. Different kinds of diamond grinding wheels are used in the processing of crystal rod, rough machining of wafer and then fine machining. They are respectively crystal rod roller grinding wheel and face grinding wheel The diamond size ranges from 100# to 8000#. The matrix materials include metal bond, resin bond and ceramic bond.





A large number of diamond grinding wheels are also used in sapphire processing, for example, the outer diameter grinding crystallization flattening, mainly using resin bonded diamond grinding wheels, coarse grinding particle size of about 100#, about 200# fine grinding, resin bond has a certain elasticity, play a polishing role, the processed workpiece quality is good.
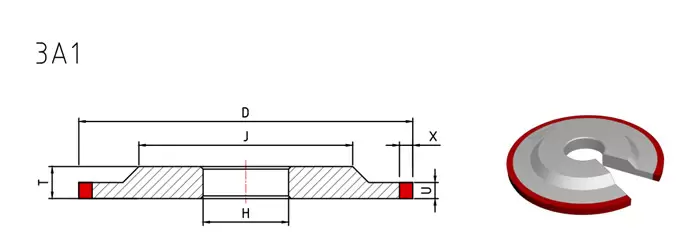
Chamfered edging grinding wheel is metal bonded diamond grinding wheel, common size :1FF1V/9 202*20*30*2.5, metal bonding has higher toughness and strength, high groove precision, long service life, sapphire window rough grinding using ceramic diamond grinding disc processing, compared with cast iron disc processing, has high processing efficiency, high precision, Good grinding quality, long service life and so on. In addition, backside thinning grinding wheel, diamond abrasive liquid and other products are also widely used, which have great market value.





.jpg")